【行業資訊】智能制造車間工藝數據管理
發布時間:2023-06-26 文章來源:鴻宇科技 瀏覽次數:1266
隨著信息化與智能化技術的發展,越來越多的傳統制造車間開始向智能制造的方向進行轉型,智能制造車間具備數字化、自動化、智能化的顯著特征。作為車間內“運行大腦”的制造運營管理系統是實現車間智能制造的基礎,而 MOM 系統的制造過程流轉、物料調配、設備控制、參數下發等功能則依賴車間的數字化工藝。面向智能制造的工藝數據管理與傳統工藝數據管理不同,前者相比后者,對產品生產過程的人機料法測等要素進行了全面的定義。本文以機加車間為例,對面向智能制造過程的工藝數據管理進行介紹。
#01
面向智能制造的機加工藝管理流程
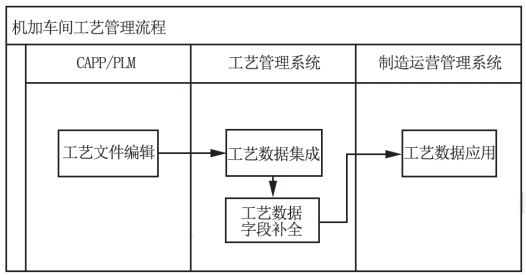
按照機加車間的角色分工與定位,工藝管理的流程首先由工藝員在專用的 CAPP 軟件中編輯產品工藝文件(如圖 1),工藝文件的內容一般包含零件圖號、毛坯信息、材質信息、工藝版次、產品的工藝路線、作業規程、檢驗大綱等內容。工藝員完成對工藝文件的編輯后,由 PLM 系統對工藝文件的版本、文件進行管理,工藝管理系統通過與 PLM系統集成獲取產品的工藝數據,通過解析相應的 CAPP 文件,將產品的結構化工藝信息同步到本系統中,并進行相關字段的補全。
圖 1 機加車間工藝管理流程
#02
面向智能制造的機加工藝管理內容
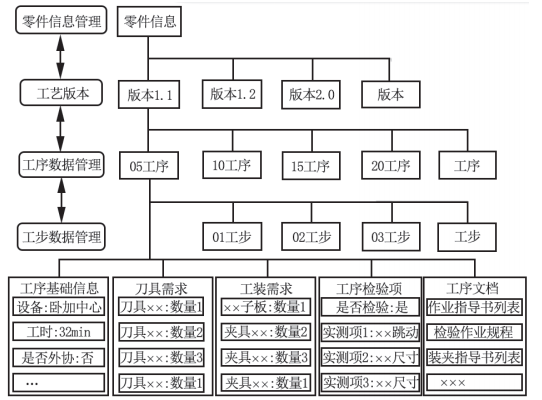
制造運營管理系統中的工藝數據將按如圖 2 所示的結構進行管理。主要包含零件信息管理、工藝版本的管理、工序管理、工步維護以及各類關聯要素的管理,首先對面向智能制造的機加工藝中的工藝版本、工序、工步進行定義。
圖 2 面向智能制造的機加工藝管理內容
工藝版本:生產一個零件所需要的不同加工方案,是描述了物料加工的技術文件,是多個工序的序列。工序:每次裝夾后,由一臺設備完成的連續工藝內容,定義為工序。
工步:工序過程中,使用一個型號的刀具加工的一個特征定義為一個工步。
面向智能制造的機加工藝管理主要包含以下內容。
2.1 零件信息管理
零件信息管理以零件圖號作為唯一標識對零件的基礎信息進行管理,管理的主要內容包括零件名稱、零件材質、零件規格、是否為關重件、所屬型號等信息。
2.2 工藝版本
為了保持數據的一致性,制造運營管控系統將集成PLM 系統中的版本信息,在制造運營管控系統中僅對不同版本的工藝進行存儲,對工藝版本變更、工藝審批等操作仍在 PLM 系統中進行管理,這樣更符合車間內頂層信息系統的規劃。
從 PLM 系統中工藝版本信息主要包括工藝版次號、工藝負責人、創建時間、修改時間等。
2.3 工序信息管理
工序信息管理包括以下幾方面。
(1)工序基礎信息。工序基礎信息包括工序號、工序名稱、設備(或工位)、是否外協、是否自檢、是否專檢、定額工時、工序準備時間、工序加工時間等信息。其中,設備(或工位)將工序與設備或工位進行綁定,也可以綁定某一類設備,當生產任務進行到該工序時,制造運營管理系統將自動推送對應的工序任務及相關工藝數據到該工序綁定的工位,實現工件在車間內的無紙化流轉,如果車間內存在自動化物流設備,該信息還定義了工件在車間內的物流路徑。
(2)工序工裝。工序工裝的配置主要將該機加工序與其所用的子板、夾具等進行綁定,制造運營管理系統中具備基礎數據管理模塊,管理了各類子板、夾具的類型信息以及工裝之間的組合關系。系統在進行工序工裝配置時,從基礎數據管理模塊中的工裝類型庫里選擇該工序所需的各類工裝與工序進行綁定。工序工裝的配置主要為實現裝夾準備的物料配套,MOM 系統通過工序工裝的配置定義,向立體庫管理系統請求相應的子板與夾具,并由車間的 AGV 將其配送至生產準備工位或生產線線邊,實現工件裝夾準備的物料齊套,減少生產操作者的操作步驟,提高生產效率。
(3)工序文檔。工序文檔配置為工序添加工序執行過程中所需的各類作業指導書,包括裝夾作業指導書、加工作業指導書、檢驗規程等文檔。MOM 系統支持包括PDF、圖片、視頻等多種文檔格式對作業指導書進行展示。通過前述工序與設備(或工位)的綁定關系,將各類作業指導書同步推送至生產設備(或工位),多種圖文視頻格式的指導書文件更加生動直觀地指導現場工人進行工序的各類操作,減少了現場工人翻閱工藝文件資料的時間。
(4)工序檢驗項。對于需要自檢或專檢的工序,系統支持為工序的自檢或專檢定義相應的檢驗項,檢驗項的信息包括檢驗項名稱、檢測工具、標準值、上偏差、下偏差、單位等信息。檢驗項包括但不限于各類型位公差的檢測、表面質量的檢測、稱重等;檢測工具包含量規、卡尺、三坐標測量、稱重機、目視檢測等;標準值與上偏差、下偏差三者定義了實測值是否處于公差范圍內,用于判定零件的實測值是否合格。
對于機加工藝來說,絕大部分的檢驗項為尺寸的測量值,為減少檢驗人員在系統中錄入實測值的煩瑣操作,MOM 系統可根據工序檢驗項的信息與測量設備進行互聯互通,通過采集測量設備的測量結果數據,經過解析后自動將測量結果填充到系統界面,檢驗人員可專注于檢驗操作,減少數據錄入操作。
2.4? 工步信息管理
(1)工步基礎信息。工步基礎信息包括工步號、工步名稱、仿真加工時間、實際加工時間。其中,仿真時間是采用 VERICUT 等數控加工仿真系統對工步 NC 程序進行仿真從而得出的工步加工時間,在產品開發初期、生產量不足,缺少經驗數據的情況下,往往使用該仿真數據作為產品工步的加工時間,從而累計計算工序的仿真加工時間,作為車間智能排產排程算法的輸入。實際加工時間。MOM 系統在生產過程中通過采集機床數據來記錄每個零件該工步的實際加工時間,在生產的數量達到一定程度時(實際加工時長趨于穩定,一般用各零件工步加工時長之間的方差來衡量),通過平均值等指標來統計工序的實際加工時間,并將該統計值寫入工藝文件中的工步實際加工時間字段中。使用實際加工時間進行車間智能排產排程得到的排產結果更具有可靠性。
(2)工步 NC 程序。工步的 NC 程序一般有兩類,一類是加工程序;另一類是測量程序。工藝管理系統支持工藝員在編輯工藝時,同時上傳與工步對應的 NC程序,NC 程序將被工藝管理系統保存至服務端。當 MOM 系統進行生產任務的執行時,可依據其工藝文件定義的目錄,自動找到該工步所對應的 NC 程序,并根據工序所綁定的設備,將 NC 程序自動下發至排產算法指定的機床,現場操作者只需要對 NC 程序中的工藝參數進行調整,即可進行加工。工序 NC 程序的定義減少了 NC 程序在機床與計算機之間擺渡的操作,有利于保證程序的準確性,提高生產效率。
(3)工步刀具。工步刀具記錄了工步加工所需的刀具列表集合。工步刀具定義的信息有刀具型號、刀具使用時長、刀具伸長量等。刀具型號用于刀具室統計生產任務所有工序的所有工步刀具的需求量,此需求量有兩類用途:一是用于核算車間的刀具庫存是否滿足生產需求,進行庫存的提前預警,拉動車間刀具資源的采購流程;二是用于生產執行過程中刀具的集中準備與配套,刀具管理員根據工步的刀具需求列表,操作 MOM 系統進行相關刀具的出庫,刀具出庫后,按照工步刀具定義的伸長量進行刀具與刀柄的組裝與對刀操作,然后將準備好的“刀具包”配送至相應的設備(或工位),從而實現生產執行與生產準備的分離,使車間內不同角色或不同專業能力的人員各司其職,專注于其擅長的事務。
#03
工藝數據支撐智能制造的應用場景
定義各類工藝相關數據的目的是面向各類智能制造場景的使用需求,工藝數據的定義與 MOM 系統內其他模塊、智能化設備、自動化倉儲物流設備等要素的組合應用,可以起到提質、降本、增效的效果。下面就幾個典型的智能制造應用場景進行介紹。
3.1 智能排產排程
面向機加車間的智能排產排程將逐個為工序級的單件生產任務安排生產時間、生產設備,智能排產排程采用基于進化迭代的元啟發算法(例如遺傳算法、SPO 算法、差分進化等)優化排產結果。算法的輸入就包括訂單數據和工藝數據,訂單數據主要信息包含零件圖號、生產數量、計劃交付時間,工藝數據則包含生產該零件所用的工藝信息,包括由各工序組成的工藝路線,各工序加工所需的設備、工裝,各工序加工各工步所需的實際加工時間或仿真加工時間,各工步加工所需的刀具。高級排產排程算法依據此輸入,結合車間內的資源狀態(包括設備、物料、刀具等),進行基于有限資源條件下的高級排產排程,可以有效提高車間內的設備利用率。
3.2 物料齊套
零件的工藝信息中定義了工序所需的子板、夾具以及各工步所需的刀具,MOM 系統中的生產準備模塊可依據該數據進行“生產準備包”的準備。面向機加生產準備包分為裝夾準備與刀具準備兩個方面,裝夾準備依據工序定義的子板、夾具類型,向倉儲模塊請求相應的物料后,完成零件的裝夾并將其按生產計劃配送至指定設備。刀具準備依據各工步所需的刀具型號及其使用時間,向刀具庫發送相應的刀具出庫指令,完成刀具對刀后,將一個工序所需的所有刀具配送至指定設備。裝夾準備與刀具準備共同實現了面向機加車間的生產物料齊套,能夠有效保證準時生產。
3.3 自動化物流調度
工藝文件定義了零件的加工路線,各工序與設備的綁定則定義了零件在車間內的物流路徑,MOM 系統在車間生產與運行的過程中,將按照工藝定義的物流路徑進行物料的流轉。對于機加車間來說,車間的自動化物流主要分為兩部分,一是生產單元之間的轉運物流,二是生產單元向設備上下料的物流。MOM 系統通過與轉運AGV 系統和上下料 AGV 系統進行集成,根據工藝定義的物流路徑向兩系統發送相應的物流指令,完成對車間的自動化物流調度。
#04
結語
各類工藝數據的定義本質上是為了實現智能制造,相比傳統的工藝數據管理來說,面向智能制造的工藝數據管理涵蓋了更廣泛的生產要素,包括人員、設備、方法、物料、檢測等。實際應用過程中,可根據企業的實際需求與應用場景去定義不同層級、不同深度的工藝數據結構,在保證支撐場景應用的前提下,應盡可能簡化工藝數據內容,避免數據冗余復雜,避免增加工藝設計人員的工作量。
原文刊載于《中國設備工程》2023年6 月(上)
作者:中國航空規劃設計研究總院有限公司 袁君,孫元亮,史建勛



 返回列表
返回列表